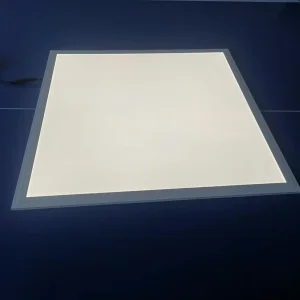
The global lighting industry is undergoing a monumental shift from traditional edge-lit configurations to Backlit LED Panel Lights. As commercial and industrial spaces demand higher efficiency and longevity, backlit technology has emerged as the gold standard. Unlike edge-lit panels that rely on a Light Guide Plate (LGP) which can yellow over time, backlit panels place the LED chips directly behind the diffuser, ensuring uniform light distribution and superior thermal management.
The global market for LED panels is projected to reach $30 billion by 2026. Major demand stems from the renovation of aging office buildings in North America and Western Europe, where energy-saving mandates are becoming law.
Factories and warehouses are moving toward high-lumen backlit panels because they offer better efficacy (lm/W) and are easier to maintain in harsh environments compared to traditional fluorescent troffers.
Integration of AI and IoT has enabled "Smart Panels" that adjust color temperature based on circadian rhythms—a trend known as Human Centric Lighting (HCL) that is revolutionizing modern healthcare and education sectors.
In 2024, the procurement focus has shifted toward sustainability and glare control (UGR<19). Businesses are no longer just looking for "bright lights"; they are looking for visual comfort and long-term reliability. This is where the world's top manufacturers distinguish themselves through rigorous R&D and quality control.
When searching for the Top 10 Backlit LED Panel Light Manufacturers, global buyers prioritize Expertise, Authoritativeness, and Trustworthiness (E-E-A-T). The industry is moving beyond simple illumination into the realm of intelligent environmental control.
Top factories now utilize PMMA lenses and high-quality PS diffusers that guarantee no yellowing for at least 5 years. Luminous efficacy has jumped from 100lm/W to nearly 160lm/W in premium models, significantly reducing the payback period for industrial projects.
Future-proof lighting systems now incorporate DALI-2, Zigbee, or Bluetooth Mesh controls. This allows for seamless integration into Building Management Systems (BMS), enabling occupancy sensing and daylight harvesting to save an additional 30-50% on energy costs.
China remains the undisputed hub for LED manufacturing, but the "advantage" has evolved from simple low costs to high-tech innovation and supply chain agility. Factories like Guangzhou Senning Lighting represent the new era of "Made in China."
From die-casting and SMT (Surface Mount Technology) to final assembly, top Chinese factories control the entire process. This reduces lead times and ensures quality consistency that trading companies cannot match.
The ability to prototype a new design in weeks rather than months allows global brands to stay ahead of market trends. Whether it's a specific UGR requirement or a unique size, Chinese R&D labs deliver.
Located in the heart of the Pearl River Delta, factories in Guangzhou benefit from world-class logistics, making shipping to the USA, Europe, and Southeast Asia seamless and cost-effective.
Dedicated to R&D, manufacture, and sales of professional, intelligent stage lighting and LED lighting products. Our high-tech industrial park covers 26,000 square meters. With advanced R&D laboratories and electronic workshops, we lead the international stage lighting industry. 90% of our sales come from OEM and ODM, with the USA being our primary market.
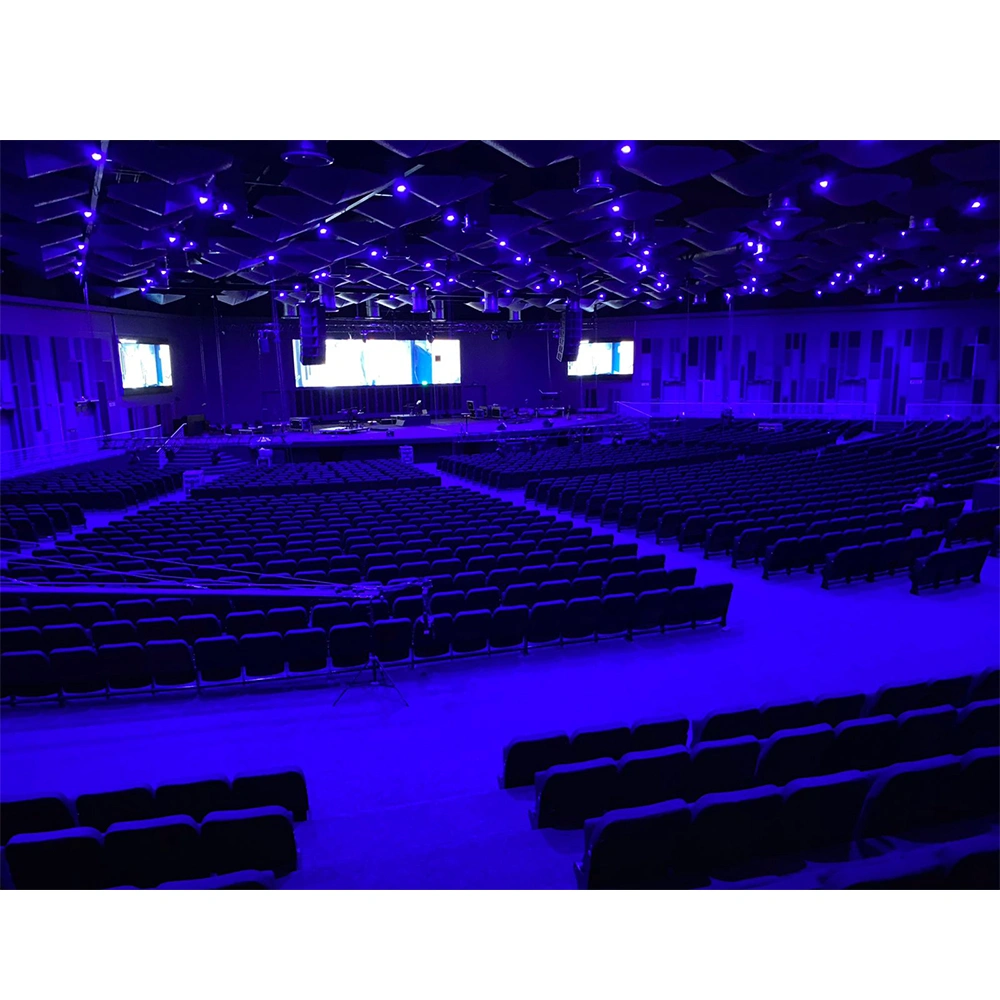
Our Backlit LED Panel Lights are installed in world-class projects, from corporate headquarters to historical churches.

Choosing the right partner among the Top 10 Backlit LED Panel Light Manufacturers requires an understanding of technical specifications that go beyond the sales sheet. As experts in the field, we recommend evaluating the following five criteria to ensure your project’s success:
The primary advantage of a backlit design is heat dissipation. Since the LEDs are spread across the entire backplate, they run cooler than edge-lit LEDs clustered on the side. Ask your manufacturer for "Thermal Test Reports." A top-tier factory will provide data showing junction temperatures well within safe limits, ensuring a 50,000+ hour lifespan.
Authoritative manufacturers don’t just sell hardware; they sell solutions. Professionals require IES files for Dialux simulations. If a factory cannot provide accurate photometric data, they lack the engineering expertise required for commercial-grade projects.
The driver is the heart of the LED panel. Leading manufacturers use branded drivers (like Lifud, Meanwell, or Philips) or high-spec house-made drivers with high power factors (PF>0.95) and low Total Harmonic Distortion (THD<15%). This is vital for industrial stability and avoiding electrical interference.
Expertise in binning ensures that 1,000 panels installed in a single hallway all have the exact same color temperature. Top factories use a 3-step or 5-step MacAdam Ellipse to maintain color consistency (SDCM<5), preventing the "checkerboard" effect of varying whites.
The global demand for high-quality, energy-efficient lighting is at an all-time high. By focusing on backlit LED technology, businesses can achieve higher efficiency, better light quality, and a longer-lasting lighting infrastructure. Whether you are an architect, a wholesaler, or an industrial contractor, partnering with a proven Chinese factory like Guangzhou Senning Lighting (EV LIGHT) provides you with the competitive edge of advanced manufacturing, rigorous R&D, and global-standard certifications.